
以下是:异型管厂家_规格齐全的产品参数异型管厂家_规格齐全,恒盛信达钢铁贸易有限公司为您提供异型管厂家_规格齐全,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,请联系恒盛信达钢铁贸易有限公司,发货地:大邱庄镇陈大公路东300米发货到江苏省 扬州市 广陵区、邗江区、江都区、宝应县、仪征市、高邮市。 江苏省,扬州市 2022年,扬州市实现地区生产总值7104.98亿元,分产业看,产业增加值326.62亿元,第二产业增加值3470.02亿元,第三产业增加值3308.34亿元。
别再纠结于文字描述了,观看视频,让异型管厂家_规格齐全产品为你展现真实魅力!以下是:异型管厂家_规格齐全的图文介绍
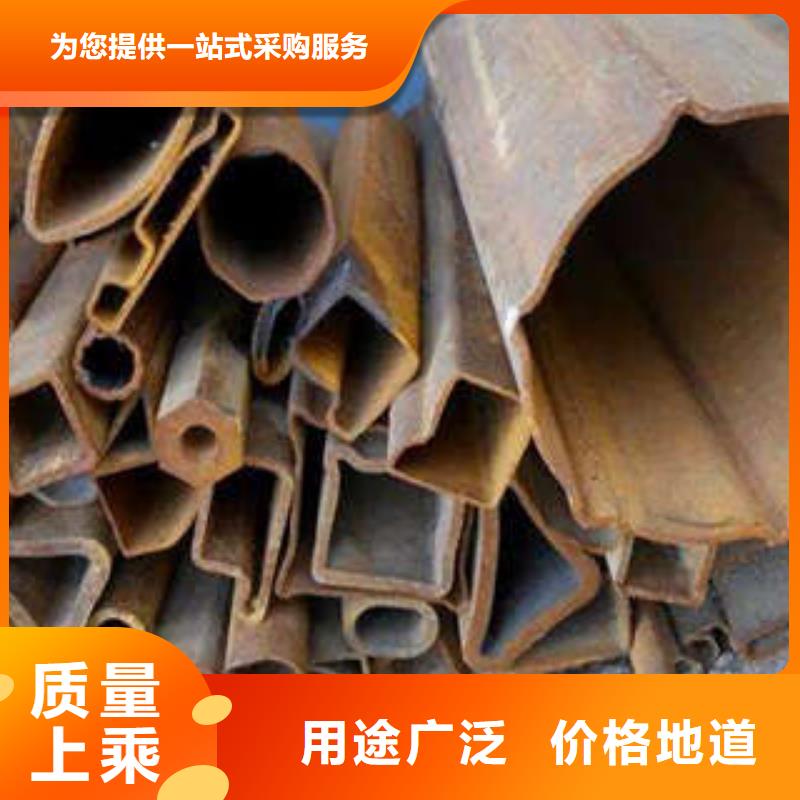
当异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
异型管涂装处理对磷化的五点影响:
除锈。磷化膜不能在锈层或氧化皮上生长的,所以彻底除锈是磷化的必要条件。但除锈时间不能过长。否则易出现过腐蚀,异型管表面粗燥导致结晶粗大多孔,沉淀增多。除锈时间过短,表面活化不够,同样使磷化膜结晶粗大。所以控制好除锈时间对于获得密集活化点,形成致密的磷化膜有着重要的作用。
浸涂浸涂是将异型管浸没在盛有涂料的槽液中,随即取出,让多余的涂料滴落回槽液中,或采用机械方法将多余的涂料甩落。浸涂的方式有手工浸涂、离心浸涂和真空浸涂。该法适用于结构复杂的器材或工件,不适用于挥发性涂料,但溶剂损失较大,容易造成空气污染,涂膜的厚度不易均匀。
刮涂刮涂是使用刮刀对异型管进行涂装的方法,刮刀可以是木制的、钢制的、牛角的、橡胶的等。常用于刮铸造成型的被涂物,也用于粘度较高的液态涂料的涂装。经过刮涂作业的涂膜,常见缺陷是开裂、脱落、翻卷等,其涂膜的厚度也很难均匀。
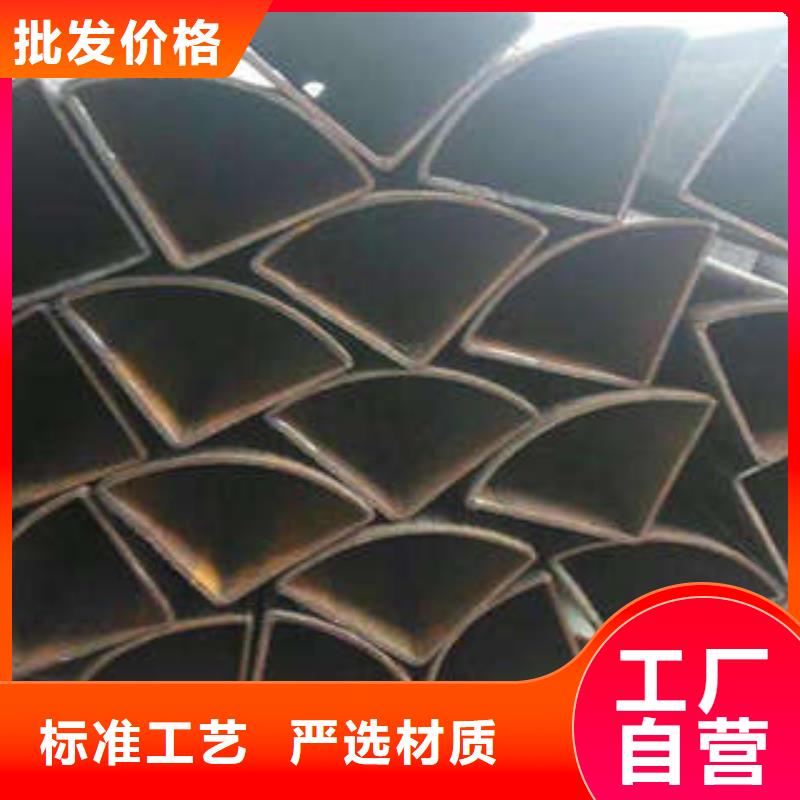
影响异型管轧制压力的八点因素:
异型管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响异型管轧制压力的八点因素:
轧辊直径在其他条件一定时,随着轧辊直径的加大,异型管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
浅析不锈钢异型管的焊接要点:
不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
焊嘴与异型管间的距离以15-25mm为宜。
江苏扬州恒盛信达钢铁贸易有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 镀锌管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。
异型管厂家_规格齐全,恒盛信达钢铁贸易有限公司为您提供异型管厂家_规格齐全的资讯,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米。











